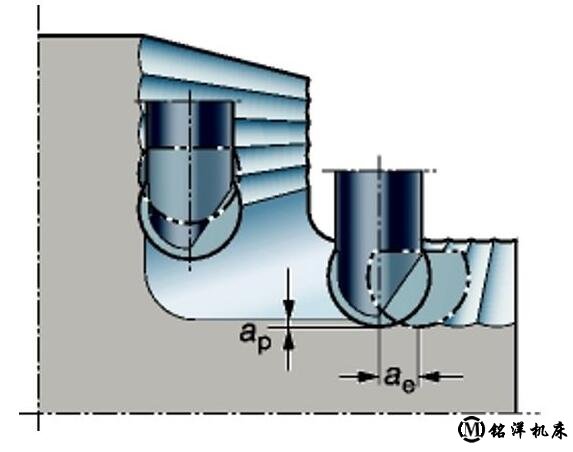
銑削加工表面的形成取決于什么?生成的銑削表面可能是軸向表面、徑向表面或復雜表面,這取決于所用的刀具類型和工藝類型。
01、軸向生成的表面
刀片的底部形狀決定了生成的表面質量。刀尖圓弧 (RE) 有時會生成尖頂。尖頂的尺寸取決于圓弧半徑和進給。
具有平行刃帶 (BS) 的刀片能夠加工出平面。根據銑刀的軸向公差和跳動量,位置最凸出的刀片生成了最終的表面。
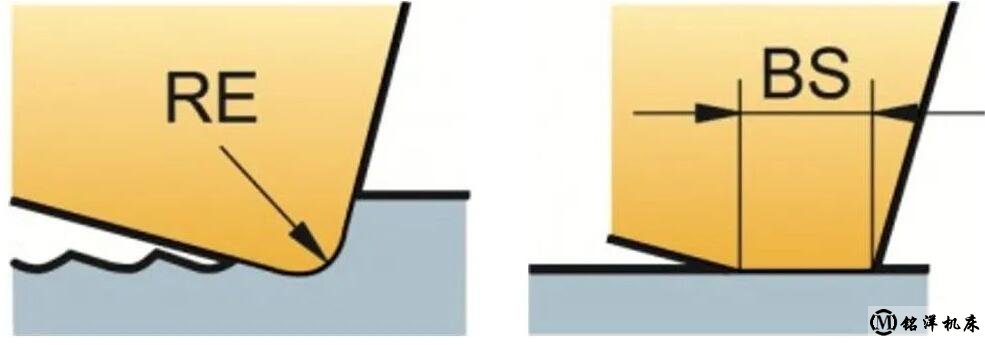
刀尖圓弧半徑 (RE)及平行刃帶 (BS)
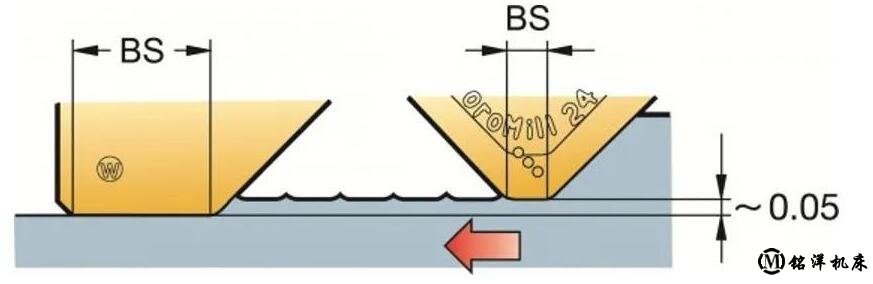
為了加工出最佳銑削表面質量,務必確保每轉進給量 (fn = fz×zn) 小于BS的80%。
當銑刀直徑增加時 (以及對于超密齒銑刀),齒數以及每轉進給量增加,從而需要更大的BS。一旦每轉進給量超過平行刃帶寬度,銑刀的軸向跳動量便將影響表面質量。
為了獲得最佳銑削表面質量:
1)使用BS至少比fn大25%的Wiper (修光刃) 刀片或其他帶修光刃的銑削刀片
2)使用金屬陶瓷刀片可加工出更好的光潔度
3)使用切削液避免粘結
Wiper (修光刃) 刀片
修光刃或長平行刃帶能夠實現更大直徑的精加工。修光刃高于標準刀片,從而確保修光刃生成最終的表面。最大fn不應超過BS的80%。
圓刀片
圓刀片或具有大刀尖圓弧半徑的刀片能夠實現極高的生產率,但不能加工出高質量表面。銑刀直徑越大,表面質量就越差。
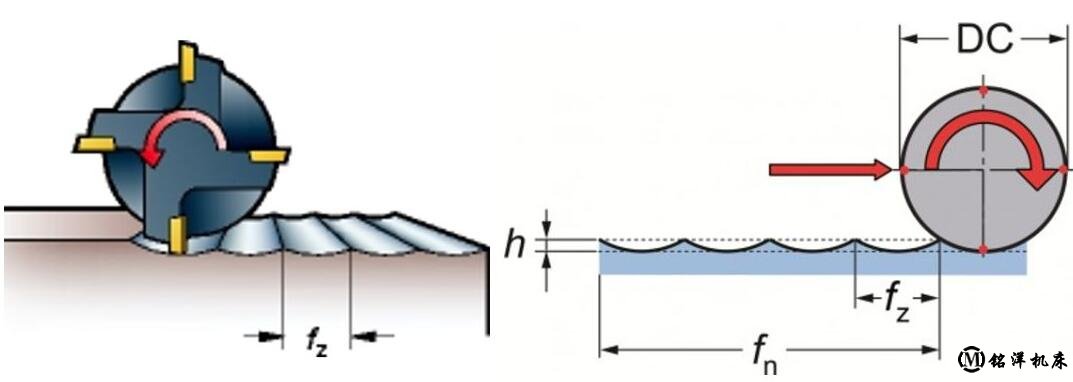
02、徑向生成的表面
使用立銑刀、方肩銑刀或三面刃銑刀時,將生成徑向表面。對于徑向生成的表面,加工出輪廓的是刀具側刃。
每個齒加工出一個尖頂 (h),其中,尖頂寬度等于每齒進給量fz,尖頂深度由銑刀直徑與fz之間的關系決定。理論計算所得出的尖頂尺寸是最小的。
03、復雜表面生成
使用球頭立銑刀時,將生成復雜表面。